
价格信息电议
温馨提示 ![]() 该会员暂时没通过认证,如需求购请联系认证会员商家
该会员暂时没通过认证,如需求购请联系认证会员商家





价格信息电议
温馨提示 ![]() 该会员暂时没通过认证,如需求购请联系认证会员商家
该会员暂时没通过认证,如需求购请联系认证会员商家
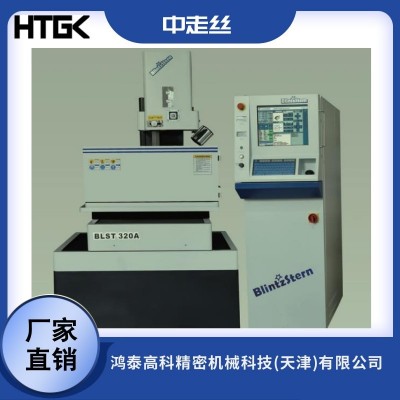
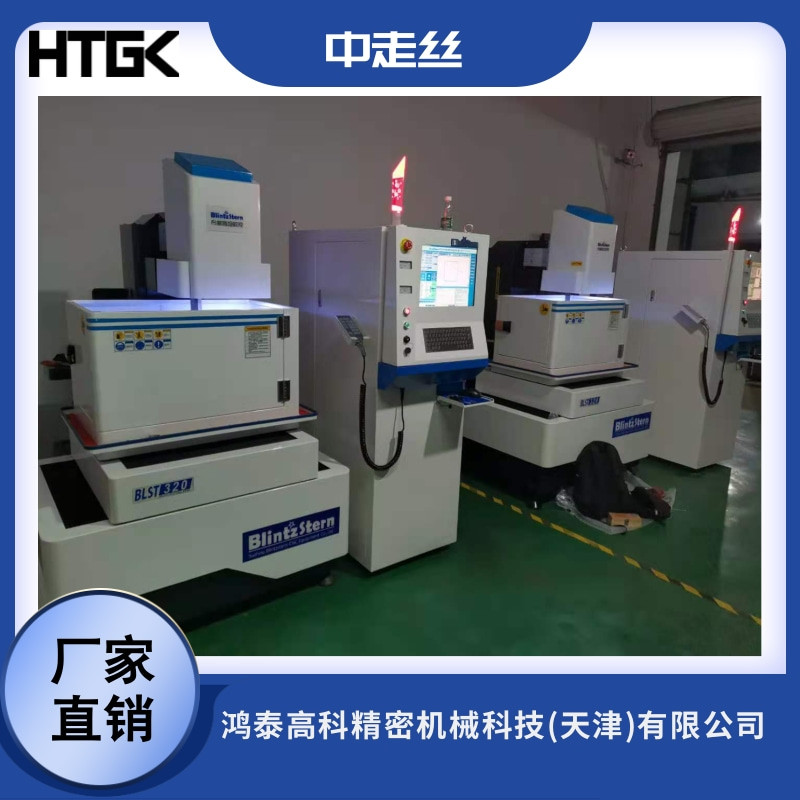
布林施坦500


一、数控功能简介
l 全面支持G代码、M代码及宏指令,2D或3D图形显示
l 使用Auto CAD图形文件自动生成NC程序的功能
l 使用典型形状模块快速生成NC程序
l 斜度和变截面切割功能和程序自动生成功能
l 加工过程的预运行、加工过程的图形模拟运行
l 专家系统:
l 按照不同工件材料自动生成多次切割的程序
l 按照不同工件高度自动生成多次切割的程序
l 按照不同表面粗糙度要求自动生成多次切割的程序
l 按照不同电极丝直径自动生成多次切割的程序的间隙补偿量
l 凸凹模切削方向和补偿方向的自动生成
l 多次切割凸模时预留段的自动生成和单次或多次割段程序的自动生成
l 指令调用加工条件和控制高频脉冲电源参数功能
l 自动控制运丝速度和加工过程的丝速在线修改序
l 自动电极丝直径损耗补偿
l 自动清角功能
l 机床螺距高密度逐点补偿与反向间隙补偿定义方式
l 加工程序输入方式
l 界面编辑
l 专家系统自动生成
l USB 输入
l LAN或Internet 输入
l 超大规模NC程序运行空间
l M(兆)级NC程序文件大小
l 100个坐标系的在线定义与切换
l 1000组加工参数的在线定义与切换
l 1000个变量定义
l 无限制子程序嵌套与递归调用
l 无限制外部文件嵌套调用
l 加工过程的2D或3D的在线图形显示
l 加工电源状态的实时采集与界面显示
l 加工过程的间隙波形或间隙平均电压的屏幕图形显示
l 加工过程在线更改加工参数
l 多任务功能支持加工过程在线进行其他加工程序的编辑和输入
l 加工程序实时起动/暂停/继续/终止
l 加工中止时的现场保存与现场恢复
l 程序倒走功能
l 坐标轴镜像与互换
l 机械坐标系的建立和坐标轴的螺距补偿和反向补偿
l 电极丝自动定位
l 接触感知点
l 腔体中心
l 角部定心
l 三点定圆心
l 两点定轴
l 简易手控盒装置
l 采用锂电智能UPS,非正常断电现场保存与现场恢复
l 功率输出采用AVR稳压供电(电网波动从-20%到+15%,供电电压波动《3%》从而确
保加工精度)
l JOG运行速度可达1,000mm/min.
l 各轴的驱动马达带有断电相位记忆功能,断电再次上电后坐标位置不变
l 电极丝损耗自动补偿
l 独家具有精度补偿功能
l 独家真三维图形显示
l 独家两点定轴、三点定心
l 独家快速修刀功能
l 独家系统盘保护
l 独家系统回滚功能
l 独家远程升级
二、机械床身部分
1 |
机床床身
| ①采用先进的设计理念,三维立体造型,并经过有限元分析优化,机械结构平衡性优异,有效控制工作台负荷对机床运动精度的影响,技术等级高,易维护保养,且床身以箱型结构设计与周密肋骨支撑,具有良好的刚性,受力均匀,热平衡性好,精度稳定,重量更重稳定性更好。 ②托板按照慢走丝结构设计,零位走到极限时全支撑,不会出现普通的中走丝从零位到极限时悬空失衡的现象 ③机床整体采用树脂砂精密铸造,整机铸造经过热处理消除内应力,确保最佳刚性,与精度持久性,每个铸件加工前都经过无破损彻底检查。使用寿命延长至10年以上。 |
2 |
导轨丝杆运动系统 | ①机床采用台湾直线导轨,无爬行现象,耐磨性好,精度保持性好,所需牵引力小,运动灵敏度高,润滑简单,可长时间安全运行。标配台湾直线导轨:台湾上银专业定制型,全行程支撑设计,加工时不会因为工作台悬空而产生偏离,精密保持更持久。 ②滚珠丝杠:高精密双螺母滚珠丝杠副,精度佳,耐磨损;实现高灵敏度传动,提高和保持机床加工精准度,延长使用丝杠周期,降低机床维护成本。 ③移动式双条板工作台支架夹具,有利于工件装夹,减少功耗。 |
3 |
集中自动供油润滑系统 | ①自动供油系统定时给机床进行供油润滑保养,维持机械运动起到充分的润滑,更好的保持机床精度、延长机床使用年限。 ②导轮轴承配装免维护润滑脂系统,延长导轮轴承精度使用期。 |
4 |
走丝系统 | (1)走丝装置:运丝导轨采用直线导轨,贮丝筒采用变频调速技术。根据机床操作上丝和不同厚度的工件,自主灵活地选择丝速。 (2)自动张丝机构可持续保持电极丝张紧力度,有效减轻表面条纹,提高表面粗糙度和加工精度 |
三、电柜电器部分(Electric Cabinet Side)
NC system 数控系统 | CYPHERFLOW WEDMiCNC i-ONE | |
Screen 显示 | 17’’ TFT LCD(800x600x32bit)+Touch Screem 17 英寸TFT全彩液晶显示屏 | |
CPU 中央处理单元 | Intel Atom 英特 凌动系列 | |
Hard disk (DOM)硬盘 | 16G 电子硬盘 | |
USB 接口 | Standard, Build in 标准配置 | |
Remotor 手控盒 | Standard, Build in 标准配置 | |
Controlled Axis 控制轴 | X/Y/U/V)Axis system X/Y/U/V联动控制 | |
Resolution当量 | 1µm | |
wi-PRO (Auto-programming export system )自动编程系统 | Standard, Build in | |
Controller Of Semi Closed loop 闭环控制(选择项) | By Encoder loop 马达编码器反馈(仅限全闭环系统) | |
Generator 电源系统 | NiceME-2 | |
Working Voltage 工作电压 | 直流130V,90V | |
iUPS with Li-Batery(Option) 智能锂电UPS(选择项) (Motion亚太制造) | 直流12V,智能延时25秒断电 | |
AVR (Option) 功率稳压电源(选择项) (Motion亚太制造) | AVR电源,直流130V,90V | |
Max. Machining Current 最大加工电流 | 7A | |
最小脉冲宽度 Min. Pulse On-time | 1µS 1微秒 | |
1 set of Manual book 说明书一套 | Select I set from Chinese version or English version 中、英文版本选择其中一种
| |
Environment 环境条件 | ||
Input voltage 输入电压 | 380±-10%, 50Hz/60Hz, 3Phases(三相) | |
Temperature温度 and Humidity相对湿度 | 15°C~30°C / 40%~80% |
四、机床规格
型 号 | BLST500 |
工作台尺寸 (长x宽) Table size(LxW) | 900×500mm |
X、Y轴行程 Travel of X、Y、 | 630×500mm |
U. V轴行程 Travel of U、V、 | ±100×±100mm |
最大工件高度 Max. Work Height | 300mm |
最大工件重量 Max. Work Weight | 700kg |
机床重量 Dimension of Machine | 2400kg |
机床外形尺寸 Dimension of Machine | 1720x1680x1700mm |
XY轴驱动马达 Drive Mothers of X & Y Axis | 宽调速交流伺服 |
锥度加工Max. Taper | ±15o/100mmH |
Positional accuracy定位精度 (根据ISO 230-2 or GB/T17421) | <0.015mm |
RE-Positional accuracy 重复定位精度 (根据ISO 230-2 or GB/T17421) | <0.005mm |
加工精度(根据 ISO 281-1或 GB/T1800.3)MachiningAccuracy(ByISO281-1or GB/T1800.3) | IT6 |
最大加工速度 Max. Machining Speed | 150mm2/min |
最佳表面粗糙度(根据 ISO8503或GB7926-87) Min. Roughness (By ISO 8503 or GB7926-87) | Ra<1.0µm |
电极丝使用量 Consuming of Electrode Wire | 50g/周 |
输入电压 Input Voltage | 交流380V ±10%3相 |
总功率 Total Power | 3KVA |
五、机床的主要配置
序号 | 名 称 | 产 地 |
1 | X、Y轴驱动系统: | 默笙(亚太)宽调速交流伺服 |
2 | X、Y轴滚珠丝杠 | 北方 |
3 | 直线导轨 | 台湾上银 |
4 | 丝杠轴承 | 日本NSK |
5 | 换向方式:电子开关 | 台湾 |
6 | 自动润滑泵 | 布林施坦 |
7 | 丝筒变频器 | 台湾台安 |
8 | 接触器 | 西门子或正泰公司等 |
9 | 铸件 | 江苏铸造 |
六、机床的随机附件清单(每台机床配备)
序号 | 名称 | 数量 | 备注 |
1 | 水箱 | 1套 | |
2 | 压板 | 2个 | |
3 | 螺杆 | 4个 | |
4 | 垂直找正块 | 1个 | |
5 | 机床垫铁 | 1套 | |
6 | 上丝手轮 | 1个 | |
7 | 活动扳手 | 1把 | |
8 | 内六角扳手 | 1套 | |
9 | 剪刀 | 1把 | |
10 | 螺丝刀 | 2把 | |
11 | 切割液 | 1桶 |
七、售后安装调试
(一)安装调试及验收方案
(1)发货前,供方通知需方到货日期,以便需方准备机台位置;
(2)设备到需方定位以后,2 个工作日内供方派人到需方现场进行调试;
(3)安装调试计划如下表:
序号 | 内容 |
1 | 检查设备是否进场到位 |
2 | 协助客户将机器到位,检查设备是否完整;各种备件是否有缺损,将备件移交客户 |
3 | 要求客户提供工作电流,检查电源是否能正常工作 |
4 | 设备就位后放好机床垫脚、调整床身水平、拆除机床禁锢装置 |
5 | 安装电柜,检查各处接线是否松动调整好,作开机准备 |
6 | 开机运行让客户验收,签单 |
(二)机床验收
1、机床的验收工作分預验收和终验收,精度检验标准依照附录布林施坦线切割精度检验表(详見附件)进行
2、预验收在布林施坦公司进行,机床验收的技术标准按国家相关标准进行。
3、终验收在用戶工厂进行,机床验收的技术标准按国家相关标准进行和布林施坦公司标准進行。
4、样件试切加工精度的验收,按布林施坦公司标准或双方协商的标准进行
5、本机床的安裝、调试期约为 2 個工作日。
6、验收相关事宜:
(1)、附件验收标准:按照技術合同之随机床附件表进行。
(2)、机床验收合格后,由双方确认并填写《调试单》。
7、备注:
(1)、如果机床运抵买方工厂 10 日內,因买方原因不能进行安裝調試工作時,視为机床验收合格。
1、首次购买本公司产品的新用户,在合同生效后,即可派相关人员到本公司进行培训,不收任何形式的培训费用,本公司会安排高级技术人员对机床的性能、原理、操作及基本的编程做细致的培训,并介绍一定的检查、排故经验。通过一人一机的培训形式,实现理论与实践相结合,确保被培训人员能够在较短的时间内熟练掌握所购设备的各项操作技能。在项目验收阶段,供方也即派上技术人员对相关操作人员、维护人员进行 1至3天的实地培训,答疑。确保操作人员,维护人员掌握项目的操作及维护。
2、老用户重新购置本公司的产品,如需进行人员培训,本公司也能按照新用户的培训计划重新安排培训,如由于操作人员的更替也可书面请求另派人员到本公司进行培训。(培训均不收培训费用,培训人员食宿、差旅费自理,本公司提供中午工作餐)
3、培训内容(根据客户要求对培训内容作适当修改)
(1)线切割机床的操作原理。
(2)机床操作掌握上丝的正确方法;
(3)在操作中正确掌握启动、安全停机的方法;
(4)“编程实例”的典型图形演练,提问并答疑编程方法;
(5)了解和会使用简单的机床代码、机械坐标的使用方法
(6)了解加工电流对加工速度的影响,进行高频电源条件设置;
(7)工作液的配比关系与更换周期的掌握;
(8)严格按照机床使用说明书使用、保养机床;
(9)详细了解影响加工精度的诸因素等。
注:培训结束后,培训人员与操作人员始终维持一对一的客户关系,操作人员在使用过程中如有任何疑问可随时咨询培训人员
本网页所展示的有关【布林施坦500】的信息/图片/参数等由的会员【鸿泰高科精密机械科技(天津)有限公司】提供,由品牌广告服务平台会员【鸿泰高科精密机械科技(天津)有限公司 】自行对信息/图片/参数等的真实性、准确性和合法性负责,本平台(本网站)仅提供展示服务,请谨慎交易,因交易而产生的法律关系及法律纠纷由您自行协商解决,本平台(本网站)对此不承担任何责任。您在本网页可以浏览【布林施坦500】有关的信息/图片/价格等及提供【布林施坦500】的商家公司简介、联系方式等信息。
在您的合法权益受到侵害时,请您致电,我们将竭诚为您服务,感谢您对品牌广告服务平台的关注与支持!
 查看详情
查看详情 查看详情
查看详情 查看详情
查看详情 查看详情
查看详情 查看详情
查看详情 查看详情
查看详情





 查看详情
查看详情 查看详情
查看详情 查看详情
查看详情 查看详情
查看详情 查看详情
查看详情 查看详情
查看详情 查看详情
查看详情 查看详情
查看详情 查看详情
查看详情 查看详情
查看详情